Inspección y muestreo por el Military Standard 105E (ANSI/ASQC Z1.4, BS 6001, ISO 2859 – inspección por atributos) y el Military Standard 414 (inspección por variables).
El Military Standard 105 (MIL-STD-105E (1989), donde E indica la revisión), fue desarrolldo durante la II Guerra Mundial ante la necesidad de garantizar la calidad de pertrechos militares (municiones, etc.), durante su producción en lotes. Esta norma es el sistema de inspección de aceptación más difundido a nivel mundial. Es un sistema de inspección de aceptación por atributos porque es una colección de esquemas de muestreo que a su vez comprenden planes de muestreo. Su amplia aceptación en el control de calidad motivó que fuera adoptado por la ISO (International Standardization Organization – Organización Internacional de Estandarización) en la norma ISO 2859, existiendo además normas concordantes con la ISO en muchos países (con igual número aunque con códigos literales específicos de cada país) y la norma ANSI/ASQC Z1.4 (American National Standards Institute – Estados Unidos) y la BS 6001(Reino Unido). Estas normas son la contraparte civil del MIL-STD-105 y su adopción llevó en definitiva a la cancelación del MIL-STD-105E el 27 de febrero de 1995. En específico en la ISO 2859 se encuentran pequeñas diferencias con el estándar militar, como la terminología de no conformidad y porcentaje no conforme, ligeras modificaciones de las reglas de cambio, etc. Pero, en esencia, la norma es similar al MIL-STD-105E. Por ello los aspectos que abordaremos son válidos para ambas normas. Las partes de la ISO 2859 son:
ISO 2859-10:2006. Sustituye a ISO 2859-0:1995. Contiene una introducción general al muestreo de aceptación por atributos y un resumen de los esquemas y planes de muestreo que se detallan en las otras partes de la norma. También proporciona una guía para la selección del sistema de inspección a emplear en situaciones específicas.
ISO 2859-1:1999 (tiene la nota Cor 1:2001). Procedimientos de muestreo para la inspección por atributos – Parte 1. Esquemas de muestreo indexados por NCA para la inspección lote a lote.
ISO 2859-2:1985. Procedimientos de muestreo para la inspección por atributos – Parte 2. Planes de muestreo indexados por la calidad límite para la inspección de lotes individuales o aislados.
ISO 2859-3:2005. Procedimientos de muestreo para la inspección por atributos – Parte 3. Procedimientos de muestreo con salto de lote. Su objetivo es estandarizar los procedimientos de muestreo en productos de alta calidad suministrados por un proveedor que tiene un aseguramiento de la calidad satisfactorio y se puede determinar aleatoriamente cuando un lote puede ser aceptado sin inspección.
ISO 2859-4:2002. Procedimientos de muestreo para la inspección por atributos – Parte 4. Porcedimientos para la evaluación de niveles de calidad declarados. Se establecen los procedimientos y planes de muestreo que pueden emplearse para evaluar si el nivel de calidad de una entidad (lote, proceso, etc.), es conforme con un nivel de calidad declarado.
ISO 2859-5:2005. Contiene esuqemas de muestreo secuencial que son suplementarios a los de la parte 1.
Características del MIL-STD-105E y de la ISO 2859-1.
Es un sistema de muestreo de aceptación por atributos, basado en el NCA y su objetivo es inducir al proveedor a mantener un promedio del proceso al menos igual que el NCA de aceptación, manteniendo al mismo tiempo un límite para el riego del cliente de aceptar ocasionalmente un lote de poca calidad. Se aplica a productos finales, materias primas, operaciones, mantenimiento y procedimientos administrativos.
Los términos y definiciones de la norma no difieren de lo que ya hemos visto. El NCA se define como el peor promedio tolerable del proceso cuando se remiten series contínuas de lotes para el muestreo de aceptación. Se establece claramente que el NCA no es un un nivel deseable, pues la ISO 2859 estimula a los proveedores a tener promedios del proceso mejores consistentemente que el NCA. El NCA no implica que el proveedor suministre conscientemente unidades no conformes. La no conformidad se define como el incumplimiento de un requisito específico. Se clasifican de acuerdo a su severidad. A las inconformidades más severas se le asignan NCA muy pequeños mientras que a las menos severas se le asignan NCA mayores. El NCA no debe ser mayor al 10%.
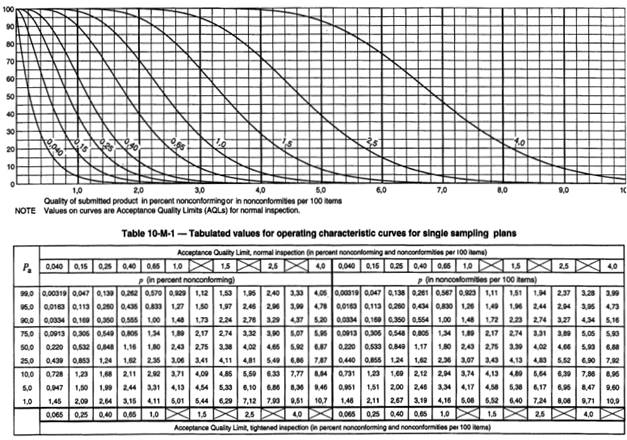
El fundamento estadístico está basado en las curvas CO. En la figura que sigue se muestran, como ejemplo, las curvas CO para un plan de muestreo simple para un tamaño de muestra con código de letra M (fuente: BS6001:1999).
El muestreo por el MIL-STD-105E y las normas afines se utiliza para series contínuas de lotes lo que permite la aplicación de reglas de cambio de tipo de plan, que veremos más adelante. Estas reglas proveen una protección al cliente ante un deterioro de la calidad y un incentivo al proveedor para reducir costos de inspección al alcanzar una buena calidad de manera consistente. Puede utilizarse para lotes aislados.
En la norma se incluyen las CO para los distintos niveles de inspección.
Se establecen niveles y tipos de inspección.
Nivel de inspección
Define la relación del tamaño del lote y el tamaño de la muestra. Con mayores tamaños de lote se establecen mayores tamaños de muestra aunque no en proporción directa. El tamaño de la muestra se codifica por letras.
Existen tres niveles generales: I, II, III.
Se utliza el Nivel II a menos que se indique otro nivel. El Nivel I se usa cuando se busca reducir desechos en la producción y el nivel III cuando se puede desechar una mayor cantidad de producto. Hay además cuatro niveles especiales S1, S2, S3 y S4. El objetivo de estos niveles es poder reducir el tamaño de muestra cuando esto es necesario.
|
Tamaño del lote |
Niveles especiales |
Niveles generales |
|||||
|
S1 |
S2 |
S3 |
S4 |
I |
II |
III |
|
|
2 – 8 |
A |
A |
A |
A |
A |
A |
B |
|
9 – 15 |
A |
A |
A |
A |
A |
B |
C |
|
16 – 25 |
A |
A |
B |
B |
B |
C |
D |
|
26 – 50 |
A |
B |
B |
C |
C |
D |
E |
|
51 – 90 |
B |
B |
C |
C |
C |
E |
F |
|
91 – 150 |
B |
B |
C |
D |
D |
F |
G |
|
151 – 280 |
B |
C |
D |
E |
E |
G |
H |
|
281 – 500 |
B |
C |
D |
E |
F |
H |
J |
|
501 – 1200 |
C |
C |
E |
F |
G |
J |
K |
|
1201 – 3200 |
C |
D |
E |
G |
H |
K |
L |
|
3201 – 10000 |
C |
D |
F |
G |
J |
L |
M |
|
10001 – 35000 |
C |
D |
F |
H |
K |
M |
N |
|
35001 – 150000 |
D |
E |
G |
J |
L |
N |
P |
|
150001 – 500000 |
D |
E |
G |
J |
M |
P |
Q |
|
≥ 500001 |
D |
E |
H |
K |
N |
Q |
R |
Tipos de inspección
Normal: Se usa para asegurar una alta probabilidad de aceptación cuando la calidad del proceso es superior al NCA y no hay porque sospechar que el proceso no tiene un nivel aceptable.
Rigurosa: Se usa cuando el criterio de aceptación es más estricto que en la inspección normal. Se determina este, cuando la inspección de lotes anteriores consecutivos indica que la calidad del proceso es inferior al NCA.
Reducida: Cuando existe evidencia de que la calidad de la producción es mejor que el NCA en forma consistente se pueden utilizar un plan de muestreo cuyo tamaño de muestra es de 2/5 partes del correspondiente a inspección normal. En el momento de encontrar un lote rechazado se vuelve a la inspección normal.
Reglas de cambio de tipos de plan
Las reglas de cambio del tipo de plan deben utilizarse pues se sabe que cuando se está usando muestreo por atributos y el proveedor está produciendo una calidad más mala que el NCA, un plan de muestreo bien elegido debe rechazar suficientes lotes para que se justifique el mejoramiento de la calidad sin demora alguna. Además cuando la producción está bajo control se puede esperar una calidad mejor que el NCA. Ahora bien, el establecer el NCA no garantiza que el comprador no acepte lotes de baja calidad. Si la calidad de los lotes es ligeramente peor que el NCA, algunos lotes de baja calidad serán aceptados antes de cambiar a inspección rigurosa. Los cambios de tipo de plan se implementan:
Normal a riguroso: cuando se rechazan 2 de 5 lotes, o menos de 5 lotes consecutivos.
Riguroso a normal: cuando 5 lotes consecutivos son aceptados.
Normal a reducido: cuando se considera que la producción se encuentra controlada (estado estacionario)
Reducido a normal: cuando se rechaza un lote.
Suspensión de la inspección: cuando se rechazan 5 lotes consecutivos bajo inspección rigurosa.
![]()
Procedimiento para la selección de un plan de muestreo.
Se anexan las tablas más importantes de la MIL-STD-105E. Realmente están borrosas, pero se pueden utilizar. Este material fué lo más completo que pude hallar en Internet.
Por ejemplo, se recibe un producto en lotes de 2000 unidades. Se desea establecer un plan de muestreo para una inspección normal con un NCA de 0.65 %. De la tabla de los tamaños de lotes y los niveles de inspección, vemos que para lotes de 2000 y un nivel de inspección II la letra es K. Utilizando la tabla para nivel de inspección normal y con un NCA de 0.65 vemos que el plan es n = 125, c = 2.