Diseño de planes de muestreo para una curva CO
Diseñar un plan de muestreo partiendo de una curva CO es, en resumen, conciliar los intereses del proveedor, expresados a través del NCA, con los del cliente, expresados a través del PDTL. En resumen, un buen plan de muestreo de aceptación es aquel que acepta lotes que tienen, cuando mucho, un porcentaje de defectuosos igual al valor NCA; con una probabilidad cercana a uno, y que rechaza lotes, cuando el porcentaje de productos defectuosos es igual o mayor que el valor PDTL, con una probabilidad muy alta igual a 1-b. Esto nos exige que la curva pase por estos dos puntos dados. Siendo 1 – a la probabilidad de aceptar lotes con una fracción defectuosa p1 = NCA y b la probabilidad de aceptar lotes con una fracción defectuosa p2 = PDTL, para una distribución binomial (curva CO tipo B), esto implica la solución del sistema de ecuaciones:
Y tenemos tres posibilidades:
Tener el plan (n,c), fijar a y b y determinamos NCA y PDTL;
Tener el plan (n,c), fijar NCA y PDTL y determinamos a y b;
Fijar NCA, PDTL, a y b y determinamos n y c, o lo que es lo mismo la curva que mejor pasa por esas coordenadas (NCA,a);(PDTL,b). Una de las posibilidades más utilizadas.
La solución del sistema de ecuaciones se hace utilizando un nomograma o por aproximación utilizando la distribución de Poisson en lugar de la binomial.
Ejemplo:
Se necesita un plan de muestreo donde NCA = 0.02 con a = 0.05 y PDTL = 0.08 con b = 0.1. Solución: Utilizando el nomograma se trazan las líneas de 0.02 a 0.95 y de 0.08 a 0.1. Se obtiene aproximadamente n = 100 y c = 4.
La comprobación del resultado con Excel da como resultado las coordenadas (en la forma (p , Pa)): (0.02 , 0.949) y (0.078 , 0.102), muy cercanos a los valores deseados. Como se puede observar se tomó un nomograma de una fuente de Internet, lo que puede dar resultados imprecisos por la calidad de la copia.
Es conveniente señalar que en la práctica de la inspección y el muestreo de las Empresas, ya todo este proceso se encuentra resumido en las tablas para inspección y muestreo que veremos posteriormente.
Además, es necesario añadir que para lograr un mejor resultado, es conveniente tener un estimado correcto del promedio del proceso. En muchas ocasiones esto no se conoce y llevando los registros correspondientes de muestras inspeccionadas y unidades defectuosas en los lotes, se llega a obtener este estimado.
Inspección con rectificación. Calidad promedio de salida.
Todo programa de muestreo de aceptación implica tomar medidas con los lotes defectuosos. Si se aplica muestreo 100% a los lotes rechazados, entonces la calidad de salida de esos lotes es perfecta (p = 0 si no hay error de inspección), ya que todas las unidades defectuosas son sustituidas por unidades buenas. En los lotes aceptados, la calidad de salida puede mejorar un poco pues las unidades defectuosas encontradas son reemplazadas por unidades buenas. Esto se ilustra en la siguiente figura:
La calidad promedio de salida, CPS, es el resultado de aplicar la inspección con rectificación. Constituye un indicador del efecto que tendrá un plan de muestreo después de aplicarlo. Entonces tenemos los siguientes datos:
n unidades en la muestra sin defectos, pues las unidades defectuosas fueron reemplazadas;
N-n unidades, que si el lote fue aceptado tienen p0(N-n) unidades defectuosas.
N-n unidades, que si el lote fue rechazado tienen 0 defectos (se reemplazaron las unidades defectuosas).
Entonces:
Por ejemplo: Supongamos que se tienen lotes de 10000 unidades, con n = 89, c = 2 y con una fracción de defectivos del 1% (p0 = 0.01). ¿Cuál será la CPS?
Para ese plan de muestreo Pa = 0.9397 (se determina por la CO). Entonces:
Y, como se puede observar se ha mejorado la calidad de salida pues CPS < p0.
Podemos calcular la CPS en función de p0 de una manera similar a como se hace para la curva característica de operación, ya que para cada fracción de unidades defectuosas que contiene el lote en la entrada se espera una fracción promedio de unidades defectuosas en los lotes que salenque es precisamente CPS. En la siguiente figura se muestra esta gráfica para el plan n = 89, c = 2.
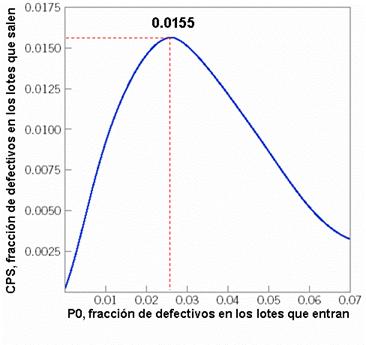
Como se observa la curva presenta un máximo que representa el peor promedio de calidad que puede obtenerse del programa de inspección. En el ejemplo dado este valor es igual a 0.0155, o sea, no importa cual sea la proporción de defectuosos en los lotes que entran, la CPS nunca será peor que 1.55% de unidades defectuosas en promedio. Desde luego que esto no significa que el plan no acepte lotes con calidad peor a 1.55%, se trata de un límite promedio que se obtiene de aplicar el plan a muchos lotes de un flujo continuo de producción. A este valor se le llama límite de la calidad promedio de salida, LCPS y se abordó pues algunos planes de muestreo obtienen el tamaño de muestra a partir del LCPS deseado.
Inspección total promedio.
Como la inspección requiere tiempo, recursos humanos y materiales, tiene un costo. Por ello es conveniente saber el número total de unidades que debemos esperar inspeccionar en muchos lotes con una fracción de unidades defectuosas determinadas. A esto se le llama Inspección Total Promedio, ITP. Para ello se aplica la fórmula ITP = n + (1- Pa)(N - n). Para el ejemplo visto
N = 10000, n = 89, c = 2, p = .01 Pa = .9397
ITP = 89 + (1-.9397)(10000-89) = 687
Planes de muestreo doble por atributos